
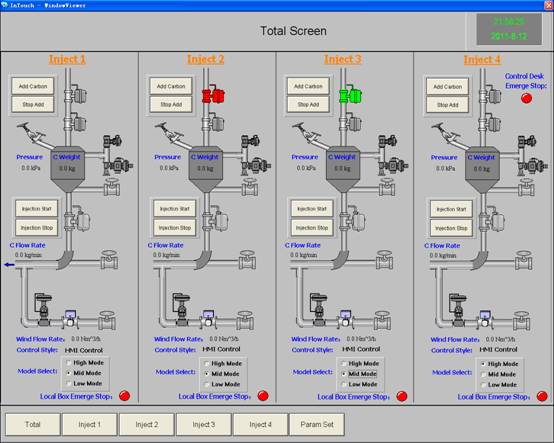
钢厂喷煤电气控制系统
本项目为国际项目(越南钢厂),具体描述如下:
一、 喷碳罐加料工作
1.加料开始:(启动条件:远控在上位机画面上点击相应按钮,就地时点击就地箱按钮)
(1) 放气阀开启,待喷碳罐内压力降为100KPa后,打开排空阀,待喷碳罐内压力降为 0 后(一般在压力为10KPa可认为是0,再延时3秒),再启动下列操作:
(2) 先行开启罐封阀,待限位到位后延时3秒,再打开截料阀;
注:在加料过程中,排空阀、放气阀均为打开状态;充气阀、流化阀、喷煤阀处于关闭状态。
2.加料停止:(启动条件:1、就地控制时按下停止按钮;2、远控时画面上按下停止按钮;3、达到自动停止条件)
(1) 截料阀关闭,待限位到位后延时3秒钟,进行以下操作;
(2) 罐封阀、排空阀、放气阀关闭;
注:当正在进行喷碳操作时,提示(正在进行喷碳操作,无法加料,请停止喷碳操作),待喷碳全过程停止后,方可进行加料操作。
3. 自动停止:为了保证系统的安全性,在远控时,喷粉罐内料达到95%系统自动停止加料,画面上提示“罐内料满,已经自动停止加料”!
4.充气过程
系统不在加料程序中,一般处于充气程序。
(1)充气阀打开,直到罐充至设定压力T。当压力低于设定压力以下50KPa(T-50KPa),充气阀自动打开,继续充至设定压力T。(注:设定压力在上位机上设定,不同的喷碳模式,压力不一样。)
二、 喷碳工作:
喷吹控制过程(启动条件:远控在上位机画面上点击相应按钮,就地时点击就地箱按钮)
1.喷粉工作,按以下程序进行启动:
(1) 辅吹阀打开,流化阀打开,延时12秒,喷吹阀打开,碳枪开始喷吹;二次风阀打开,流量调节阀打开(注:流量在上位机上设定,不同的喷碳模式,流量不一样。)。
另:现场条件不同,辅吹阀有的可能长期打开,有的根据需要打开。
画面上需要做出 辅吹阀打开 及辅吹阀关闭 按钮,在需要进行辅吹阀开关时使用。这两个按钮只有在喷吹停止时才显示,在正 常喷吹过程中没有显示;
(2) PLC根据罐内压力变化确定充气阀的打开或关闭,保持罐内压力在±25KPa范围内波动。
2.喷粉停止(启动条件:1、就地控制时按下停止按钮;2、远控时画面上按下停止按钮;3、非正常喷煤停止)
(1) 流化阀关闭,延时3秒钟,喷煤阀关闭,二次风阀关闭,流量调节阀关闭,延时十二秒钟,辅吹阀关闭;
3.非正常喷粉停止:
在远控时,当喷粉罐内碳粉量少于3%满重,系统自动停止喷煤,并且在画面上提示“罐内料少,已经自动停止喷煤”。
4.在检修模式状态,就地操作箱的转换开关转到就地模式,在就地操作箱上各个阀门动作顺序没有限制,可以任意操作任何阀门。检修模式下,操作画面显示“设备在检修模式下,请不要进行任何操作”。
三、 报警
关于报警(系统故障),包括以下情况:
1.控制台或者就地箱急停按钮按下;
2.喷碳罐快空了(剩下3%);
3.储粉罐快空了(剩下3%)。
 邮箱
邮箱 QQ客服
QQ客服 新浪微博
新浪微博